2000吨四柱液压机






相关资讯

全国统一订购热线:
18306370898
传真(Fax):0632-5850029
邮箱:2335650447@qq.com
公司地址:山东省滕州市经济开发区春藤路999号

- 履带板是工程机械常用配件之一,属于易损件,常用在挖掘机、推出机、履带起重机履带板、摊铺机履带板等。为了提高履带板的使用寿命,一般选用锻造成型工艺来制造。履带板锻造
- 咨询热线:18306370898
-




产品详情
联系我们
履带板是工程机械常用配件之一,属于易损件,常用在挖掘机、推出机、履带起重机履带板、摊铺机履带板等。为了提高履带板的使用寿命,一般选用锻造成型工艺来制造。履带板锻造设备需要根据履带板的材质、规格参数来定锻造材质:45#、40Cr、35MnB、42CrMo、40Mn等,硬度根据客户要求单重:1KG-20KG。

锻造成型履带板
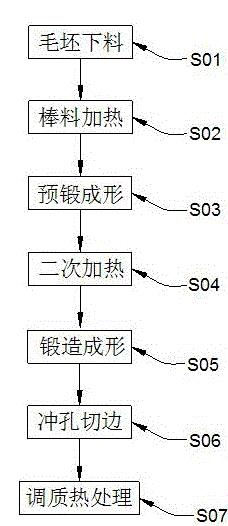
根据挖掘机锻造履带板的规格参数,常用800吨、1000吨、1250吨、1500吨、2000吨、2500吨、3000吨等,有四柱式、框架式、四柱框架组合式等三种。在整个履带板的锻造过程中,用到了三套模锻液压机,分别为2000吨框架式挖掘机履带板快速热模锻液压机(压坯)、1200吨四柱履带板锻造液压机(切边)、160吨热模锻液压机(冲孔)。其挖掘机履带板锻造工艺:毛坯下料→棒料加热→预锻成型→二次加热→锻造成型→冲孔切边→调质热处理等。
2000吨履带板锻造液压机的优势:
1、履带板锻造液压机-2000吨快速热模锻液压机振动和噪声较小,不会扰民,满足环保的要求;
2、效率高,特别是镦粗时,效率比锻锤要高很多倍;
3、价格低,同当量的履带板锻造液压机-2000吨快速热模锻液压机价格比锻锤要低很多;
4、基础造价低,比锻锤的基础费用要节约一半以上,厂房也不要求防震。
5、锻出的工件内外组合均匀性好,质量可靠,缺陷少。

履带板锻造液压机-2000吨快速热模锻液压机工作原理:
履带板锻造液压机-2000吨快速热模锻液压机的工作循环一般包括停止、空程下降、低速加压、卸压回程等。
空程下降阶段,回程缸排液阀打开,活动横梁靠自重下降,在主缸上腔形成负压,高位油箱经充液阁向主缸补油,同时液压泵也通过主缸进液阀向主位供液,通过调节回程缸排液阀的开口大小控制下行的速度,当活动横梁上的上砧接触锻件时,空程下降结束;低速加压阶段,充液阀关闭,液压泵的高压油液继续经主缸进液阀进人主缸,作用于工作柱塞上,使上砧对锻件进行压力加工,随着锻件变形抗力增加,履带板锻造液压机-2000吨快速热模锻液压机主缸压力升高,直到上砧将锻件加压到给定尺寸,低速加压结束;回程阶段,主缸进液阀关闭,主缸排液阀打开卸掉主缸的高压液体,同时回程缸排液阀关闭,回程缸进液阀打开,活动横梁在回程缸高压油液作用下,向上回程,通过调节回程缸进液阀、主缸排液阀开口幅度来控制回程速度。通过合理控制各种阀的开启时序、开启斜率及开启幅度值来实现履带板锻造液压机-2000吨快速热模锻液压机活动横梁的正弦运动,使压机运行平稳、冲击振动小,并能实现尺寸控制。

挖掘机履带板锻造成型液压机
设备的组成结构:
1、履带板锻造液压机-2000吨快速热模锻液压机的主机由机身、滑块、工作台、主缸、行程限位等组成。机身各部件由钢板焊接的结构件组成,焊后经回火处理处理消除焊接应力。其中下横梁、支柱、上横梁整体焊接成框架结构;机身中间设有滑块,滑块导板采用A3+CuPb10Sn10复合材料,支柱上的导轨采用可拆卸导轨。滑块为钢板焊接结构,钢板为Q235-B钢板,焊接后进行回火处理消除应力,滑块上平面与主缸活塞杆连接,滑块下平面加工有“T”型槽,“T”型槽布置按甲方提供的布置图制作。履带板锻造液压机-2000吨快速热模锻液压机的主油缸采用单缸结构,活塞杆采用优质碳素结构钢锻件,表面经淬火处理以提高硬度;缸体采用优质碳素结构钢锻件,以保证材质的均匀性,油缸密封采用进口材料优质密封圈密封。
2、电气控制系统:
履带板锻造液压机-2000吨快速热模锻液压机的电气系统由动力电路和控制电路组成。动力电路为380V、50HZ,担负着油泵电机的起、停和保护。控制部分的核心功能由“PLC”可编程序控制器来承担。根据工艺需要,由主令控制元件(选择开关、按钮等)发出的指令,依据行程开关、压力继电器等检测元件所测得的信号,对机器的开关量、模拟量进行处理,驱动液压先导阀等器件,实现对液压执行元件--油缸的压力、位移的控制,进而完成机器的生产过程。电气系统有独立的电气控制柜和操作台, 其上有电磁阀工作指示灯及履带板锻造液压机-2000吨快速热模锻液压机的工作状态指示灯以及工作方式选择开关和相关按钮等。

1200吨挖掘机履带板模锻液压机
设备的性能特点:
1、液压节制采纳插装阀集成系统,压力可调,流量挥动,行动靠得住,应用寿命长,增加了贯串衔领受路和泄漏点。
2、滑块的义务压力、空载快速下行和慢速工进的行程范围都可根据工艺需要遏制调剂。
3、自动的电气节制系统,靠得住。
4、采纳按钮集中节制,具有点动和半主动操纵编制。
5、经由过程操纵节制装配,可完成定程、定压两种成形工艺,并具有保压延时等功能。
6、履带板锻造液压机-2000吨快速热模锻液压机采用预应力组合框架式结构,设备结构稳定可靠,使用寿命长;四柱式结构操作方便,速度快,效率高。
7、滑块导向装置采用16面可调节导轨结构,导向精度高,抗偏载能力强;
8、引入快锻液压机原理,配置高频响比例插装阀及快速卸荷系统,能够实现高锻造频次,大幅提高客户生产效率;
9、履带板锻造液压机-2000吨快速热模锻液压机采用专用多级泄压技术,快速泄压,消除了大流量下的泄压冲击,为实现快锻提供了技术保障;
10、可配置锻造操作机、装取料机、加热炉、送料小车、旋转物料台、砧库等配套产线装置。
11、履带板锻造液压机-2000吨快速热模锻液压机的主控系统采用PLC可编程控制电器,主操纵柜上安装各种按扭和操纵手柄,操作系统分别采用手动和半自动两档操作,主操纵柜放置在履带板锻造液压机-2000吨快速热模锻液压机旁边的车间地面上,便于操纵和观察。

160吨液压机冲孔
2000吨履带板锻造液压机的安装与调试说明:
1、现场安装时,一整套安装规程和成熟的安装步骤,确保一次安装成功。采取多种措施确保按期完成安装调试。
2、履带板锻造液压机-2000吨快速热模锻液压机安装时,要做到现场焊接的管道要先酸洗,再用水冲,洗干净后才能安装。
3、所有管路要进行气密试验和保压试验,在确保不漏气的情况下,开始试车。
4、试车分空运转和带负荷试车。
5、负荷试验时,要先实现“慢升、慢降快升、快降、常锻、快锻”等动作试验,无异常现象后再试打锻件。确保一次试车成功。连续不间断热负荷生产锻件300吨,同时对设备进行密封性和功能性实验,确保产品质量无隐患。
2000吨履带板锻造液压机的安全操作:
1、履带板锻造液压机-2000吨快速热模锻液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。
2、作业前,应先清理模具上的各种杂物,擦净快速锻造液压机杆上任何污物。
3、履带板锻造液压机-2000吨快速热模锻液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。
4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。
红冲锻造挖掘机履带板过程
5、履带板锻造液压机-2000吨快速热模锻液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。
6、开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。
7、调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。
8、对于不同的履带板锻造液压机-2000吨快速热模锻液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。
9、机体压板上下滑动时,严禁将手和头部伸进压板、模具工作部位。
10、严禁在施压同时,对工作进行敲击、拉伸、焊割、压弯、扭曲等作业。
11、履带板锻造液压机-2000吨快速热模锻液压机周边不得抽烟、焊割、动火,不得存放易燃、易爆物品。做好防火措施。
12、工作完毕,应切断电源、将履带板锻造液压机-2000吨快速热模锻液压机液压杆擦试干净,加好润滑油,将模具、工件清理干净,摆放整齐。

 2335650447
2335650447履带,板,锻造,液压机,-2000吨,快速,热,模锻,