2000吨聚丙烯滤板液压机模压一次成型
文章出处:www.sd-yyj.com
人气:72发表时间:2022-11-12 17:51
压滤机的滤板材料用分子量在150万至350万的超高分子量聚乙烯树脂,并加入各种常用的助剂、抗氧化剂、交联剂混合经模压成型。将上述各种粉料混合直接放入模腔,先经冷压。再烧结热压,然后保持压力,冷却后脱模,即成所需滤板。保持压力在15至25MPa,保持压力时间为4至5小时。滤板一次压制成型,稍加修整,即可使用,不需进行机械切削加工。加工制造工艺简便,成本低,使用性能可靠。模压成型的滤板可在陶瓷工业、化学工业、轻工业、食品工业等压滤机上使用。
聚丙烯滤板也称为压滤机滤板、增强聚丙烯板、压滤机过滤板、塑料过滤板等,这种聚丙烯滤板的规格尺寸比较多,不同尺寸选用不同的聚丙烯滤板液压机,常用有800吨、1000吨、1500吨、2000吨、2500吨、3000吨等四柱液压机或框架式液压机。其中2000吨聚丙烯滤板液压机较为常用,加工效率高,保压时间均可在参数范围内,根据不同的滤板成型工艺进行调整。
2000吨聚丙烯滤板液压机采用预压、模压和保压三个阶段的压力设计并由时间分段加压进行科学分配,使设备的能量效率更加显著,成型压力高,可靠,保证了热压成型材料的成型质量,全自动制作设备自动化程度高、生产周期短、生产效率高。设备配有伺服液压动力系统,PLC触摸屏电器控制系统,节省电能50%,节约液压油50%,平均降低噪音20dB以上;滑动运行速度快,工作效率高,工作台平行精度高;模压压滤机滤板质量好。

聚丙烯滤板
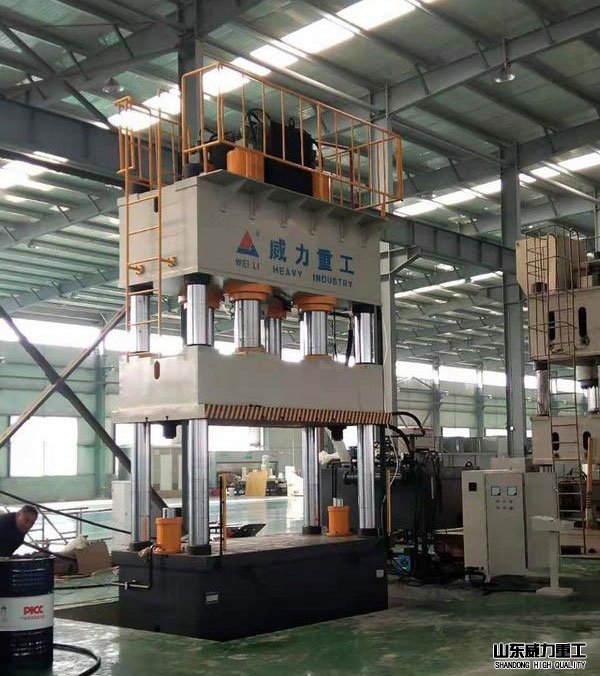
2000吨聚丙烯滤板液压机是一款常用的2000吨三梁四柱液压机,其组成结构具体如下:
2000吨聚丙烯滤板液压机主要由主机、液压控制系统、电气控制系统、润滑系统和安全防护系统等组成。
1、机身
2000吨聚丙烯滤板液压机机身由上横梁,活动横梁及下横梁用四根立柱连接起来,通过螺母固紧而组成一个封闭的刚性框架承受液压机工作时的作用力,动梁和主缸活塞杆法兰连接,以立柱为导向上下移动。上横梁,活动横梁及下横梁为整体焊接件。动梁的滑动部位设有加油孔,定时加油,以便润滑运动部位。
2、行程限位装置
行程限位装置由导向板和行程开关组成。分别分为上限位开关,下限电开关,快转慢开关,共3个为一组。调节不同的开关位置,即可改变活动横梁在上、下端的停止位置。调好后,应将锁紧螺母锁紧。2000吨聚丙烯滤板液压机在定压成型中,下开关只能做下端极限位置的控制(起保护作用),不能做压制行程的控制;在定程成型中,行程开关起到超压保护作用。下缸有下缸上限位开关,下缸下限位开关组成。保证下缸到达设定位置停止。
3、油缸
2000吨聚丙烯滤板液压机缸体,锻打内孔磨加工成型。活塞杆材质45#锻件。
4、液压系统
液压系统有液压传动和控制系统。主要由油箱、油泵、插装阀、冷却、过滤等组成。通过电气系统控制电磁换向阀实现2000吨聚丙烯滤板液压机的各种动作。
(1)油箱
油箱为钢板焊接件。表面及内部经过严格除渣,酸洗处理。油箱起边高出盖板,防治油液露出。
(2)插装阀
采用CV系列插装阀总成,结构简单紧凑,响应快内泄小,流量大,抗污染,维护方便使用寿命长。
(3)压力表
2000吨聚丙烯滤板液压机使用抗震油压表,显示精度高,不易损坏。电接点压力表时刻检测主缸上腔压力,到达设定压力停止压制,实现定压返程。
(4)压力安全
插装阀自身带有压力调整系统,压力超过设定值溢流回油。使系统始终保持在设定压力以内,达到超压保护。

5、电气系统
1、电气系统由动力系统和控制系统组成。动力系统由主令电器及电动机组成。
2、操作方式
2000吨聚丙烯滤板液压机的电气操作方式有点动、半自动、自动三种方式。
操作方式:
1、2000吨聚丙烯滤板液压机的操作方式为:调整、手动、半自动三种方式,每种操作方式又可分为定压和定程二种工作方式,由操作面板上的转换开关进行选择。保压时间可以在0~999秒范围内预置。
1.1、调整:按压相应的功能按钮,即有相应动作,抬手即停,主要用于设备的调整和检查。
1.2、手动:按压相应的功能按钮,即相应完成一个动作,抬手动作继续进行到底,但不发讯进行下一个动作。
1.3、半自动:按压压制按钮,即可自动完成一个规定的动作循环。

模压成型聚丙烯滤板
2、2000吨聚丙烯滤板液压机的工艺动作:不顶出、顶出二种。由操作面板上的转换开关进行选择。当作为顶出工艺时,具有顶出延时功能,延时时间可以预置和调整。
2.1、不顶出:滑块快降→滑块慢降压制→滑快加压延时及泄压→滑块回程。
2.2、顶出:滑块快降→滑块慢降压制→滑快加压延时及泄压→滑块回程→顶出缸顶出→顶出缸退回。




同类文章排行
- 1200吨斗齿锻造液压机主要特点和工作原理
- 400吨四柱液压垫拉伸液压机生产不锈钢风机外壳
- 2000吨四柱液压机热模压压滤机滤板快速成型
- 1200吨掘进机截齿锻造液压机安装顺序
- 1200吨挖掘机履带板模锻件切边液压机应用实例
- 2000吨SMC汽车覆盖件模压液压机特点与压制产品
- 生产蛭石板液压机设备-400吨630吨四柱液压机厂家
- 3000吨双动薄板拉伸液压机厂家应用案例
- 315吨630吨800吨铝屑压块机有多少油缸及工作过程
- 模压塑料建筑模成型1000吨四柱液压机厂家案例
最新资讯文章
- 矿用截齿挤压成型设备-630吨1200热锻造截齿液压机
- 1200吨斗齿锻造液压机主要特点和工作原理
- 400吨四柱液压垫拉伸液压机生产不锈钢风机外壳
- 2000吨四柱液压机热模压压滤机滤板快速成型
- 1200吨掘进机截齿锻造液压机安装顺序
- 1200吨挖掘机履带板模锻件切边液压机应用实例
- 2000吨SMC汽车覆盖件模压液压机特点与压制产品
- 生产蛭石板液压机设备-400吨630吨四柱液压机厂家
- 630吨煤机截齿热挤压液压机-掘进机截齿热锻成型
- 3000吨双动薄板拉伸液压机厂家应用案例